被覆アーク溶接機は、家庭用の電源100Vでも使用できるホビータイプと、200Vの電圧を必要とする溶接機の2種類ある。
100Vの溶接機では、Φ1.6mmまでの溶接棒、200Vの溶接機では、Φ2.0~の溶接棒を使用することができます。

交流アーク溶接機には、50Hz用、60Hz用と電気の周波数によって異なります。
ご使用される地域の電気の周波数によって選ぶ必要があります。

交流電流で溶接を行う溶接機が一般的ですが、直流電流で溶接を行う直流アーク溶接機があります。
一般的にアーク溶接機というと交流タイプを示します。
直流アーク溶接機は、交流機よりも高額ですがスパッタなど低減することができます。


アーク溶接機にホルダー線、アース線を取り付ける際には圧着端子により取り付けることも可能ですが、取り付け・取り外しに時間がかかってしまいます。
ウェルダジョイントを取り付けることで、脱着の時間を大幅に短縮することができます。

ウェルダジョイントへは、キャブタイヤジョイント(JA300)のオス(プラグ)を差し込み接続します。


溶接ホルダの種類は、S300、SJ400と使用する溶接棒径に合わせて使用します。
ホルダは溶接時に熱を持つため、一般的な被覆アーク溶接棒Φ3.2mmで溶接溶接する場合は、S300が最も使用されています。
太径(5.0mm以上)の溶接棒を使用する場合については、SJ400を使用します。


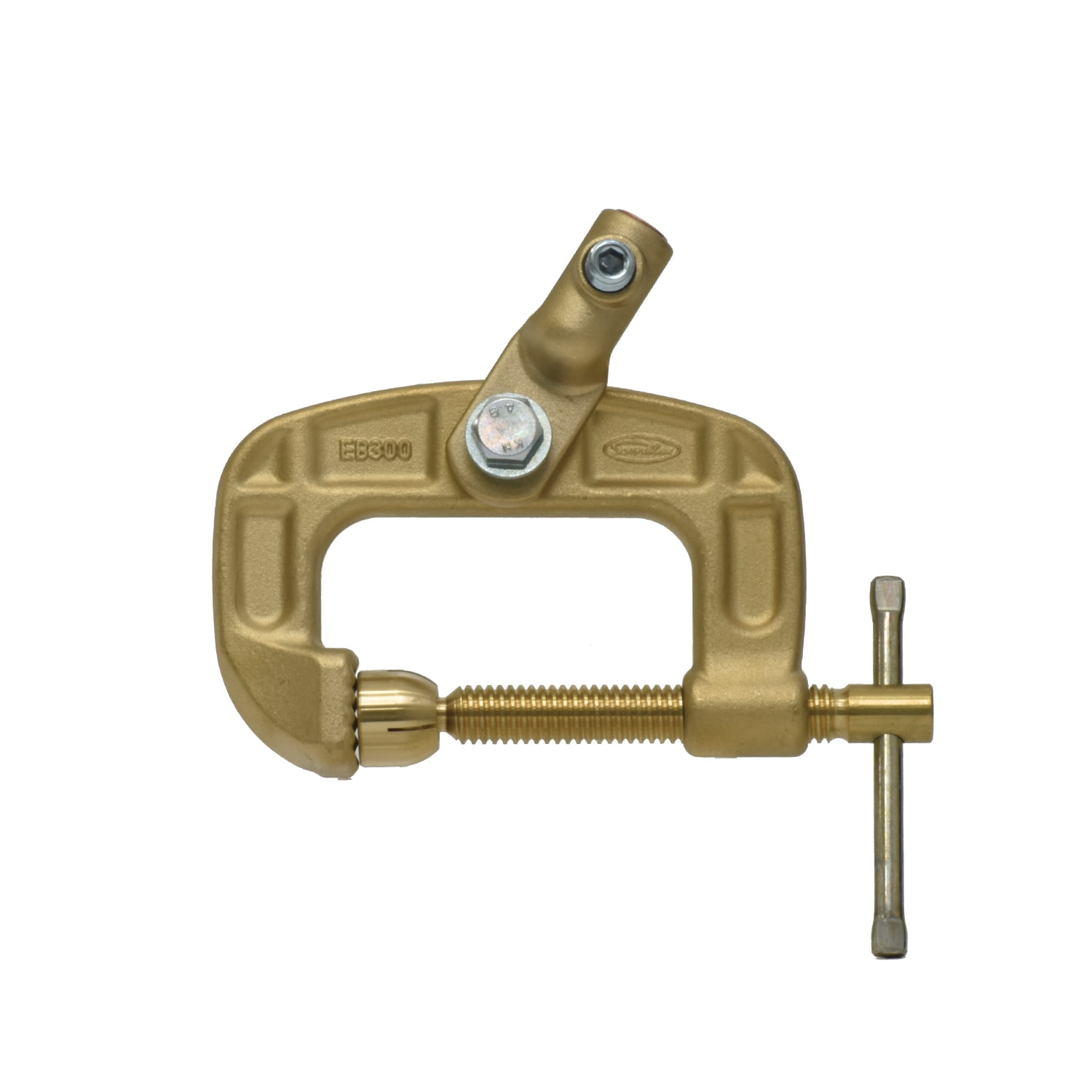
アースクリップは、バネ式のクリップタイプと万力式のバイスタイプの2種類があります。
クリップタイプは、ワーク本体に取り付けることが多く、定盤などを使用している場合はバイスタイプが利用されることが多いです。

溶接するワーク(母材)に取り付ける際には、取り付け取り外しが楽なクリップタイプM300などのクリップタイプが使われることが多く、定盤などに取り付ける場合には、バイスタイプのEB300のアースが使われる事が多い。
どちらもキャブタイヤに取り付け、溶接機本体と接続します。




アーク溶接で使用されるキャブタイヤケーブルは、太さ22SQと38SQ

溶接するワーク(母材)に取り付ける際には、取り付け取り外しが楽なクリップタイプM300などのクリップタイプが使われることが多く、定盤などに取り付ける場合には、バイスタイプのEB300のアースが使われる事が多い。
どちらもキャブタイヤに取り付け、溶接機本体と接続します。

ホルダから2~3mを柔らかいWRCTを使用するとホルダを動かしやすくなり作業効率がアップします。
ただWRCTは、ケーブルの外皮が柔らかく傷つきやすいため、手元の2~3mに使用するのがオススメです。






キャブタイヤジョイントは、キャブタイヤケーブル同士を接続するために使用される商品です。
特に現場などで長いキャブタイヤを使用する際には取り外せると大変便利です。
JA-300は、被覆アーク溶接で使用されるキャブタイヤの22SQと38SQの両方に使用することができます。

キャブタイヤジョイントは、ねじ込み式と引っ掛け式(JA300)の2種類ありますが、最近は引っ掛け式が主流です。